Foto's ingezonden door Nico Vader, Broek op Langedijk.
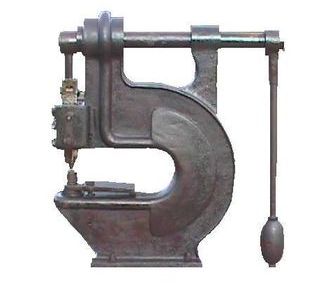
De slingerpons.
(Tekst: Nico Vader; bewerking en toevoegingen: Pieter Klein)
Het afgebeelde exemplaar werd gemaakt bij machinefabriek Bakker te
Ridderkerk en weegt ongeveer 1500 kg.
Aan de horizontale as is aan de ene zijde een slinger aan de andere
zijde een excentriek bevestigd. Wanneer de as draait doet het
excentriek een blok aan de voorzijde op en neer bewegen. In de
onderzijde van het blok bevindt zich een houder met een hard stalen
pen: de hippel. Loodrecht
onder de hippel bevindt zich een blok met een gat: het ponsbed. Deze wordt met een
stevige stalen plaat op zijn plaats gehouden.
Wanneer een stuk staal op het ponsbed gelegd wordt en de hippel naar
beneden komt, zal deze een gat in het staal drukken. Naast de hippel
een aanslag, die voorkomt dat het werkstuk, bij terugtrekken van de
hippel te ver opgelicht wordt.
Voor elk te ponsen gat moet de slinger in de bovenste positie gebracht
worden. Het stuk staal moet in de juiste positie, vlak, op het ponsbed
gehouden worden. Vervolgens geeft men de slinger een flinke zet en
wordt het gat geponst. Het ponzen laat een hinderlijke braam achter.
Bij een geklonken tjalk van 120
ton komt men op circa 30.000 klinken. Er moeten dus ca. 60.000 gaten in 6 tot 8
mm dik staal geponst worden. 60.000 keer moest de slinger dus weer naar
boven gebracht en met een flinke zet naar beneden geslingerd worden.
Vervolgens werden dan al deze gaten afgebraamd en de helft bovendien
gesouvereind. Al met al een stevige klus.
De verhouding van de slinger tot de excentrische as is 1: 100 (de arm
is 1200 mm en de slag is 12 mm ). De kogel weegt ca. 22 kilo. De
statische kracht, wanneer de slinger horizontaal ligt, is dus ca. 2200
kilo.
De slinger doet er bij normaal gebruik 1 seconde over om rond te gaan.
De afgelegde weg van de bal is ca. 377 cm, de snelheid loopt dus
op tot ca. 27 km per uur. Op dat moment kan de dynamische kracht
oplopen tot ongeveer 9000 kilo.
De balschaar.
Daar men bij het knippen van staal meestal een langer eind achter
elkaar afwerkt, kan de slinger langere tijd continu in rondgaan, daarom
is de slinger de tweezijdig uitgevoerd. Het blok dat aan het excentriek
bevestigd is, is voorzien van een hard stalen mes, dat langs het mes op
het daaronderliggende bed schuift en zodoende knipt.
Het mes is vrij kort, zodat het knippen van de vloeiende lijnen, die
bij de scheepsbouw in die tijd nu eenmaal noodzakelijk waren, geen
probleem vormen. (Natuurlijk kan het mes ook niet al te lang zijn omdat
men dan veel te veel kracht nodig zou hebben!)
Het spreekt voor zich dat ook het op maat knippen van al het staal, dat
er nu eenmaal in een schip gaat, de nodige zweetdruppels gekost moet
hebben.
De holplaat.
De holplaat is een soort aambeeld om profielstaal
(hoeklijn, platrond, plat, e.d.) de juiste vorm te geven. De tekst op het begeleidend bordje
in de museumhaven, Amsterdam, vertelt:
"De holplaat werd gebruikt om
staalprofielen een bepaalde gebogen vorm te geven. Het nog rechte
profiel wordt over de kuil gelegd, dan wordt er met een flinke hamer
opgeslagen. Daarna wordt het profiel doorgeschoven en volgt er weer een
klap tot de gewenste vorm is bereikt".
Zo simpel als het hier staat is het echter niet. Er is heel wat
vakmanschap voor nodig om profielen, zonder dat deze gaan scheuren of
plooien, in de juiste vorm rond te kloppen. In veel gevallen betekende
één foute slag dat men het werkstuk weg kon gooien
en opnieuw kon gaan beginnen. De holplaat werd voornamelijk gebruikt om
vrij lichte profielen vorm te geven, voor zwaardere profielen en
moeilijkere rondingen werden het pennenblok* en de spantenbuiger*
gebruikt.
Het pennenblok.
Het pennenblok (de pennenbank) werd gebruikt om zware profielen de
juiste vorm te geven. De gewenste kromming werd met pennen op het
blok uitgezet. Vervolgens werd het te buigen gedeelte heet gestookt en
met mankracht of met behulp van takels, rond de pennen gebogen. Tijdens
het afkoelen werd het profiel met behulp van extra pennen, waartussen
wiggen geslagen werden, vastgezet.
De spantenbuiger.
Om de vele spanten de gewenste
ronding te geven werd de spantenbuiger
gebruikt. Er waren diverse soorten spantenbuigers. Het afgebeelde
exemplaar is er één die mechanisch aangedreven werd (van
het aandrijvende wiel is een stuk afgebroken). Wanneer het wiel aan de
rechterkant van de machine ronddraait, wordt het blok, met de twee
vertikale steunen, d.m.v. een excentriek, heen en weer bewogen. Met
behulp van het wiel aan de linkerkant kan men de mate waarin het
profiel ingedukt wordt, instellen.
Wanneer men een spant wenste te
buigen, werd deze tussen de beide delen gelegd en op regelmatige, dicht
bijelkaar gelegen punten, een beetje ingedrukt, tot de gewenste vorm
bereikt werd. Aan de zijkant van de machine ziet men een (incomplete)
in hoogte verstelbare steun, waarop het spant, wanneer het in de
machine lag, rustte.
Bij de handbediende spantenbuiger onbreekt het heen-en-weer schuivende
blok. Het indrukken van het spant gebeurt dan met het handwiel, wat dan
echter een veel en veel grotere diameter heeft. (De gehele machine
heeft daardoor een veel hogere bouw.)
De vlakplaat.
De vlakplaat werd gebruikt om de staalplaten de gewenste vorm te geven.
Hij werd niet alleen gebruikt om de platen de gewenste rondingen te
geven, maar ook om platen, die door het knippen en ponzen vervormd
waren, weer in hun fatsoen te brengen.
De trekbank.
De beschrijving van dit apparaat wil ons het volgende doen geloven:
Om het uiteinde van een
staaldraad te kunnen bevestigen wordt er een oog aangemaakt. De
staaldraad wordt ingespannen en strak om een voorgevormd stalen oog
(kous) getrokken. Achter het oog wordt met een aparte hydraulische pers
om de draad een klem geperst.
Ik heb mijn twijfels over de juistheid van deze informatie. Het
lijkt me onwaarschijnlijk dat men een hydraulische pers als
handgereedschap gebruikt en daarbij dan bovendien een vrij primitieve
installatie als spaninrichting toepast.
Ik heb het vermoeden dat de installatie gebruikt werd om stukken staf, zoals bijv. voor boegstagen van een botteloef, te
rechten en tevens gebruikt werd om vooraf de rek uit het materiaal te kunnen halen.
Het kan ook zijn dat het is om staaldraadsplitsen onder spanning te brengen om zo doende de splits netjes in model te kunnen brengen en het ontstaan van 'ruimte' te voorkomen.